Установка резьбовой вставки ультразвуком
Для ультразвуковой вставки отверстие, предварительно сделанное в пластике немного меньшего диаметра, чем вставка. Такое отверстие обеспечивает определенную степень устойчивости и направляет вставку в место. Для окончательной блокировки металлическая вставка обычно накатывается, подрезается или имеет форму помогающую выдерживать нагрузки, налагаемые на готовый агрегат, при приложении давления.
Ультразвуковые колебания проходят через ведомую часть до тех пор, пока они не достигнут площади соединения между металлом и пластиком. На этом соединении энергия ультразвуковых колебаний выделяется как тепло.
Интенсивность тепла, создаваемая вибрацией между пластиком и металлом, достаточна для расплавления пластика мгновенно, позволяя закреплять вставки. Время работы ультразвука обычно меньше одной секунды.
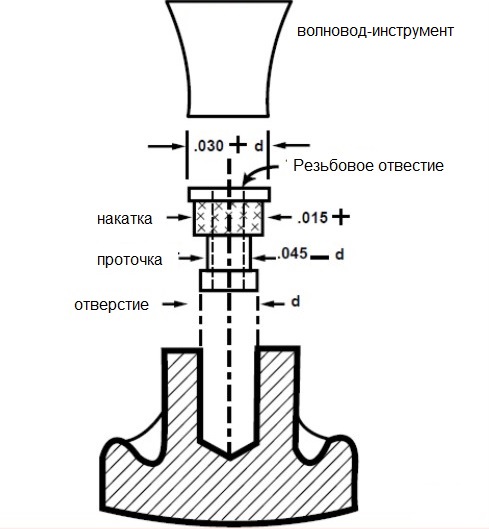
Пример. Типичный узел, состоящий из ручки ударопрочного стирола и стальной вставки, как показано (рис. 1).
Если ручка этого типа используется в качестве запирающего устройства, она должна выдерживать крутящий момент, поскольку он затягивается на резьбовом стержне. Он также должен выдерживать силы осевого сдвига при приведении давления, чтобы противостоять как пластиковым, так и металлическим поверхностям.
ТРЕБОВАНИЯ К КОНСТРУКЦИИ
Конструкция вставки / отверстия зависит от каждой задачи, но некоторый объем пластика всегда будет смещен во время сварки, чтобы заполнить пустоты, создаваемые накатными и подрезанными участками вставки.
Небольшой избыток расплавленного материала обычно можно допускать, в обратном случае может возникнуть недостаточное сцепление, меньше требуемой силы.
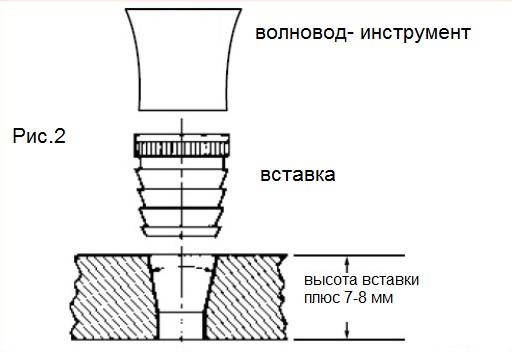
Рисунок 1 показывает соотношение размеров между типичной вставкой подрезанной и диаметр предварительно отформованного отверстия. Для конических вставок отверстие также должно быть сужающимся, как показано на рисунке 2.
Эта конфигурация обеспечивает точное позиционирование вставки и уменьшает время на установку. Выбор контакта пластиковой или металлической поверхности с волноводом инструментом будет зависеть от конфигурации детали и способности сборки принять требуемую интенсивность вибрации.